欢迎来到建科機械(香港)智慧科技有限公司
咨詢熱線:+8613821153686



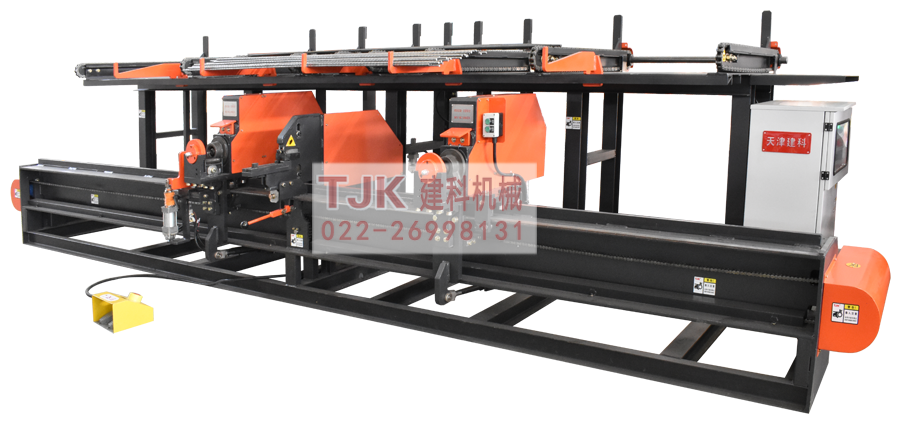
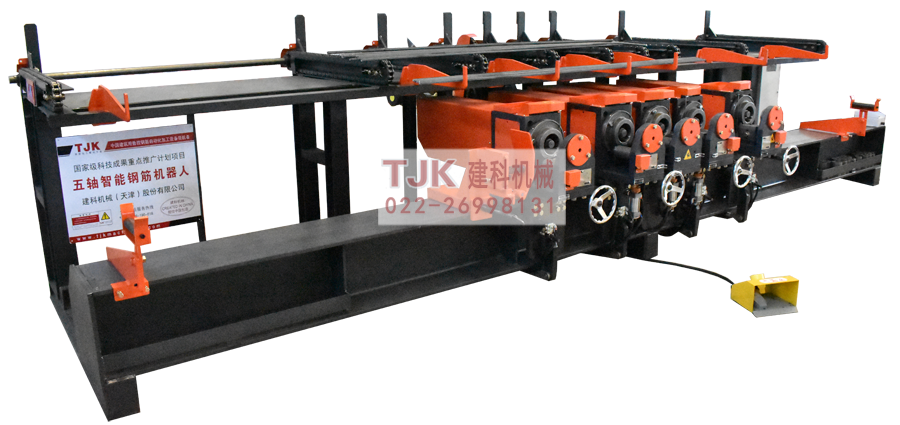
智能棒材鋼筋剪切彎曲機器人BQW32H /25H
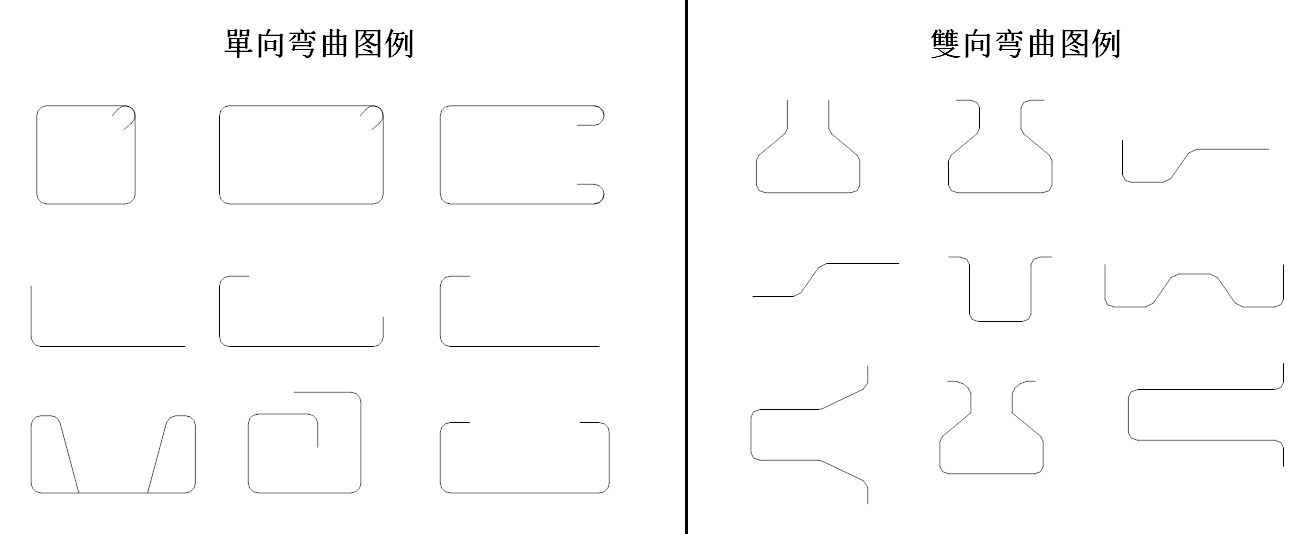
該設備是一臺具有雙方向彎曲功能的全自動化直條鋼筋生產設備,該設備具有傳送、計數、雙方向彎曲及剪切功能,將直條鋼筋一次性加工成型,可以加工成單頭彎曲的鋼筋、雙向彎曲鋼筋。該設備的特點是速度快,實用,可靠,大大簡化了機器操作員的工作,降低了工人的勞動強度。 |
 |
| 設備構成 | |
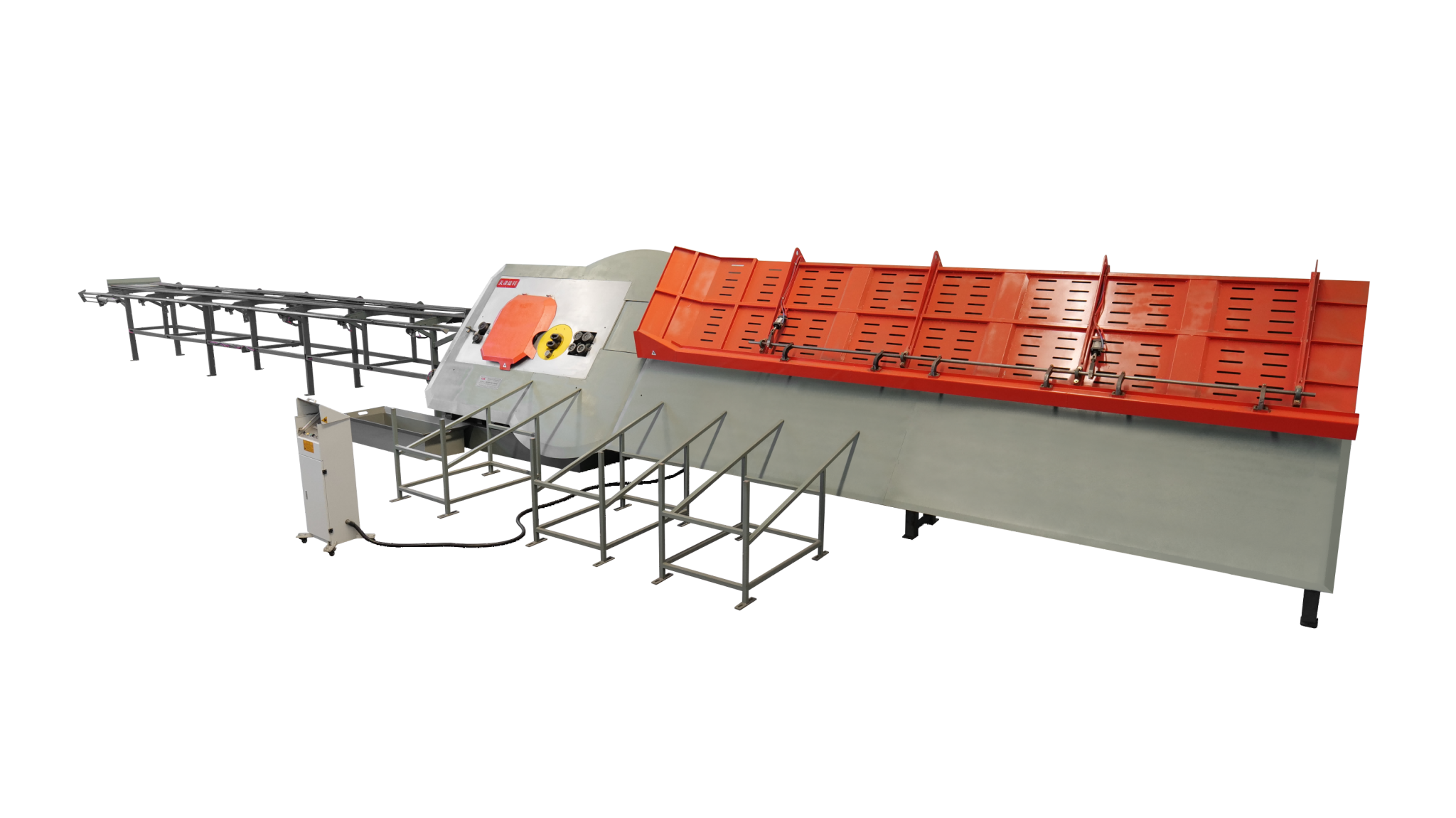
自動上料機構: 用於擺放12米直條鋼筋,並通過減速電機作為驅動動力的鏈式機構,將鋼筋送入角鋼槽內,再由推料裝置的推進氣缸,推送鋼筋至送進輪處;實現鋼筋自動上料,無需人員搬運。 | 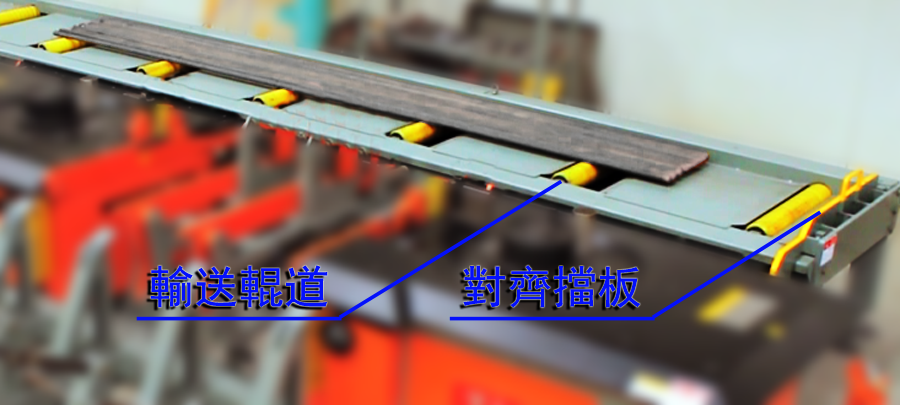 |
輸送牽引機構: 採用前後兩組輸送機構,實現鋼筋前後彎頭的定尺彎曲,輸送輪采用耐磨多片彈性壓輪;兼顧耐磨和柔性性能,抗磨損度提高50%,大幅提高使用壽命;最大牽引速度可達60m/min。 |  |
正反彎曲機構: 由一只可旋轉和前後收縮的彎曲臂組成,由數控伺服電動機驅動。中心軸採用ZG20CrMo耐磨材料,使用壽命長久;五種不同規格中心軸,可以應對多種複雜圖形,大幅提高加工效率;圓盤式正反向彎曲,保證成品率;零件更換快捷方便。 |  |
| 剪切機構: 採用氣缸控制剪切機擺臂的動作,實現切斷過程的自動化;兩套不同的上、下切刀,用於加工不同直徑的鋼筋,通過兩種不同的鋼筋導入裝置,實現單絲、雙絲都能準確進入切刀槽內,完成鋼筋的穩定切斷。 |  |
| 計數機構: 採用計數編碼器匹配伺服電機實現全閉環控制,有效識別鋼筋送進過程中打滑現象,採用導輪裝置控制接近開關啟停,從而計算鋼筋送進長度,達到定尺加工效果保證成品尺寸。 | 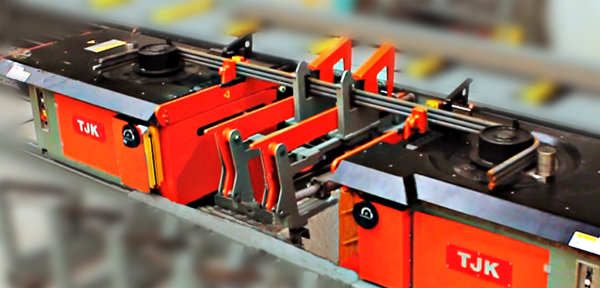 |
| 設備參數 |
 |
常见问题1 2 3